生活中的很多行业的发展与压铸采暖散热器都是离不开的,有时候一些不起眼的因素都可能导致很大的差距,比如之前提过的取暖散热片,今天我们就来了解一下“型材散热片的模具有较强韧性 如何制作铝合金型材散热片”。
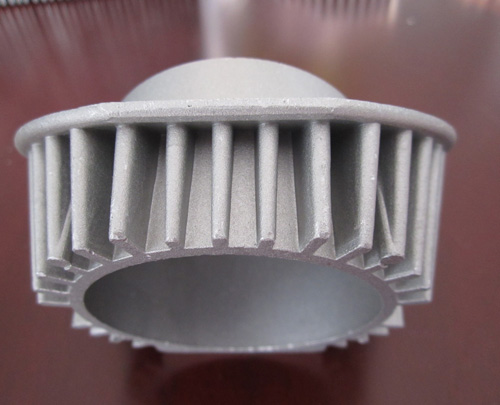
型材散热片的模具都是许多细长的齿,需要承受较大的挤压力,每个齿都有很高的强度以及韧性,如果彼此之间的性能具有很大的差异的话,便容易使强度亦或者韧性差的那些齿产生断裂。因此型材散热片模具钢材质量必须十分可靠才行,******方法是使用质量可靠的厂家生产的H13钢材,或选择优质的进口的钢材。模具的热处理同样十分重要,要适用真空加热淬火,最好用高压纯氮来淬火,能够确保淬火后模具的各部分性能均匀。淬火之需后要采取三次的回火,使型材散热片模具硬度保证为HRC48~52的前提下散热片,型材散热片的模具有较强韧性具有足够的韧性。这便是防止模具断齿的重要条件。
更多人喜欢:【图文】不同产品对电子散热片的需求不同 铝合金电子散热片不适用于碱性水质
一、对铝合金型材散热片的高密齿和舌比大的挤压模具试模时,第一支铝棒必须为150-200mm的短铝棒亦或者纯铝棒。
二、在铝合金型材散热片型材试模前,必须调整挤压中心,挤压轴、盛锭筒及模座出料口在一条中心线上。
三、在试模及正常生产过程中,铝棒加热温度要保证是480-520℃之间。
四、挤模具压如何制作铝合金型材散热片模具加热温度按照常规模具温度,控制于480℃左右,直径200mm以下的平模保温时间不应少于2小时,如果是分流模保温为3小时以上;直径超过200mm以上的模具保温4-6小时,以保证模具芯部温度和外部温度的均匀。
五、在挤压模具试模亦或者生产前,需要使用清缸垫清干净盛锭筒内胆,并查看挤压机空运行是否正常。
六、在试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从最小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,铝合金型材散热片正常生产时挤压速度以压力小于120 Kg/cm2为准。
以上就是关于“型材散热片的模具有较强韧性 如何制作铝合金型材散热片”的简单介绍,我们公司还有压铸采暖散热器、压铸采暖散热器等诸多相关产品,如果您比较感兴趣,可以跟我们联系获取更多详细资料。
本文关键词:散热片 模具 挤压 压力 生产